CNC编程与加工经验谈
1. 白钢刀转速不可太快。
2. 铜工开粗少用白钢刀,多用飞刀或合金刀。
3. 工件太高时,应分层用不同长度的刀开粗。
4. 用大刀开粗后,应用小刀再清除余料,保证余量一致才光刀。
5. 平面应用平底刀加工,少用球刀加工,以减少加工时间。
6. 铜工清角时,先检查角上R大小,再确定用多大的球刀。
7. 校表平面四边角要锣平。
8. 凡斜度是整数的,应用斜度刀加工,比如管位。
9. 做每一道工序前,想清楚前一道工序加工后所剩的余量, 以避免空刀或加工过多而弹刀。
10. 尽量走简单的刀路,如外形、挖槽,单面,少走环绕等高。
11. 走WCUT时,能走FINISH 的,就不要走ROUGH 。
12. 外形光刀时,先粗光,再精光,工件太高时,先光边,再光底。
13. 合理设置公差,以平衡加工精度和电脑计算时间。开粗时,公差设为余量 的1/5,光刀时,公差设为0.01。
14. 做多一点工序,减少空刀时间。做多一点思考,减少出错机会。做多一点辅助线辅助面,改善加工状况。
15. 树立责任感,仔细检查每个参数,避免返工。
16. 勤于学习,善于思考,不断进步。
补充几点:
铣非平面,多用球刀,少用端刀,不要怕接刀;
小刀清角,大刀精修;
不要怕补面,适当补面可以提高加工速度,美化加工效果.
毛坯材料硬度高:逆铣较好
毛坯材料硬度低:顺铣较好
机床精度好、刚性好、精加工:较适应顺铣,反之较适应逆铣
零件内拐角处精加工强烈建议要用顺铣。
粗加工:逆铣较好,精加工:顺铣较好
刀具材料韧性好、硬度低:较适应粗加工(大切削量加工)
刀具材料韧性差、硬度高:较适应精加工(小切削量加工)
2. 铜工开粗少用白钢刀,多用飞刀或合金刀。
3. 工件太高时,应分层用不同长度的刀开粗。
4. 用大刀开粗后,应用小刀再清除余料,保证余量一致才光刀。
5. 平面应用平底刀加工,少用球刀加工,以减少加工时间。
6. 铜工清角时,先检查角上R大小,再确定用多大的球刀。
7. 校表平面四边角要锣平。
8. 凡斜度是整数的,应用斜度刀加工,比如管位。
9. 做每一道工序前,想清楚前一道工序加工后所剩的余量, 以避免空刀或加工过多而弹刀。
10. 尽量走简单的刀路,如外形、挖槽,单面,少走环绕等高。
11. 走WCUT时,能走FINISH 的,就不要走ROUGH 。
12. 外形光刀时,先粗光,再精光,工件太高时,先光边,再光底。
13. 合理设置公差,以平衡加工精度和电脑计算时间。开粗时,公差设为余量 的1/5,光刀时,公差设为0.01。
14. 做多一点工序,减少空刀时间。做多一点思考,减少出错机会。做多一点辅助线辅助面,改善加工状况。
15. 树立责任感,仔细检查每个参数,避免返工。
16. 勤于学习,善于思考,不断进步。
补充几点:
铣非平面,多用球刀,少用端刀,不要怕接刀;
小刀清角,大刀精修;
不要怕补面,适当补面可以提高加工速度,美化加工效果.
毛坯材料硬度高:逆铣较好
毛坯材料硬度低:顺铣较好
机床精度好、刚性好、精加工:较适应顺铣,反之较适应逆铣
零件内拐角处精加工强烈建议要用顺铣。
粗加工:逆铣较好,精加工:顺铣较好
刀具材料韧性好、硬度低:较适应粗加工(大切削量加工)
刀具材料韧性差、硬度高:较适应精加工(小切削量加工)
关于POST后处理器的重要性
所谓数控后处理器PostProcessor,是将CAM 系统编的加工程序转换为满足机床语言要求的NC程序的一种后置处理软件,俗称POST。
大家知道,无论是MasterCAM、GibbsCAM还是其他数控软件,在数控编程中都需要POST后处理器,将数控软件的加工方式方法,最终转变成数控机床所适合的加工程序。
数控后处理直接影响自动编程系统的使用效果和零件的加工质量、效率以及机床的可靠运行。 配置和开发有效的后置处理程序对解决从设计到制造过程存在的瓶颈、提高编程效率和加工的可靠性的重要意义。
如今数控软件不断发展与完善,几乎所有的数控软件都能很好地进行2D/3D以及曲面的处理,但如果没有合适的POST后处理器,用户还是无法得到满意的数控程序。
因为不同的机床对数控程序要求不同,不同公司还有不同的程序格式习惯。而数控软件提供的POST后处理器只能满足用户最基本的要求,不少用户在程序POST出来以后,才完成一半的编程任务,因为还有大量的程序修改和完善工作要做。
然而大量的程序修改工作必然会浪费大量的人力和财力。因为反复地修改程序,不仅容易使编程人员身心疲惫、忙于应付,而且还容易产生这样和那样不应该发生的错误,给工件加工带来很大的麻烦,甚至还容易发生严重损坏机床和卡具的事故,数控加工的准确性和效率也大大降低。
综上所述,足以说明POST后处理器的重要性,体现了POST后处理器二次开发的必要性及其广泛的使用价值。笔者在多年的北美汽车及飞机制造行业的实践中,深刻体会到了POST后处理器在CNC数控编程和加工过程中的重要性。
笔者通过多年的CNC经验总结和POST后处理器的研究,先后成功地对GibbsCAM、MasterCAM和EdgeMaster后处理器的开发,可以对绝大部分的车床和3轴至5轴铣床进行定制开发POST后处理器,而且完全满足用户的任何格式要求。笔者的目标是在程序POST出来后,不需要做任何的修改 (电脑可以完成一切,为什么还要修改?),使数控加工的准确性和效率大大提高。
笔者及合作者开发的后处理器用户遍及欧美。例如为北美最大的庞巴迪飞机零件制造商开发的几个通用POST后处理器,不仅满足用户特殊的格式要求(子程序与刀号对应),而且适合绝大部分的数控机床, POST的程序还不需要做任何的修改,深受编程人员好评。
大家知道,无论是MasterCAM、GibbsCAM还是其他数控软件,在数控编程中都需要POST后处理器,将数控软件的加工方式方法,最终转变成数控机床所适合的加工程序。
数控后处理直接影响自动编程系统的使用效果和零件的加工质量、效率以及机床的可靠运行。 配置和开发有效的后置处理程序对解决从设计到制造过程存在的瓶颈、提高编程效率和加工的可靠性的重要意义。
如今数控软件不断发展与完善,几乎所有的数控软件都能很好地进行2D/3D以及曲面的处理,但如果没有合适的POST后处理器,用户还是无法得到满意的数控程序。
因为不同的机床对数控程序要求不同,不同公司还有不同的程序格式习惯。而数控软件提供的POST后处理器只能满足用户最基本的要求,不少用户在程序POST出来以后,才完成一半的编程任务,因为还有大量的程序修改和完善工作要做。
然而大量的程序修改工作必然会浪费大量的人力和财力。因为反复地修改程序,不仅容易使编程人员身心疲惫、忙于应付,而且还容易产生这样和那样不应该发生的错误,给工件加工带来很大的麻烦,甚至还容易发生严重损坏机床和卡具的事故,数控加工的准确性和效率也大大降低。
综上所述,足以说明POST后处理器的重要性,体现了POST后处理器二次开发的必要性及其广泛的使用价值。笔者在多年的北美汽车及飞机制造行业的实践中,深刻体会到了POST后处理器在CNC数控编程和加工过程中的重要性。
笔者通过多年的CNC经验总结和POST后处理器的研究,先后成功地对GibbsCAM、MasterCAM和EdgeMaster后处理器的开发,可以对绝大部分的车床和3轴至5轴铣床进行定制开发POST后处理器,而且完全满足用户的任何格式要求。笔者的目标是在程序POST出来后,不需要做任何的修改 (电脑可以完成一切,为什么还要修改?),使数控加工的准确性和效率大大提高。
笔者及合作者开发的后处理器用户遍及欧美。例如为北美最大的庞巴迪飞机零件制造商开发的几个通用POST后处理器,不仅满足用户特殊的格式要求(子程序与刀号对应),而且适合绝大部分的数控机床, POST的程序还不需要做任何的修改,深受编程人员好评。
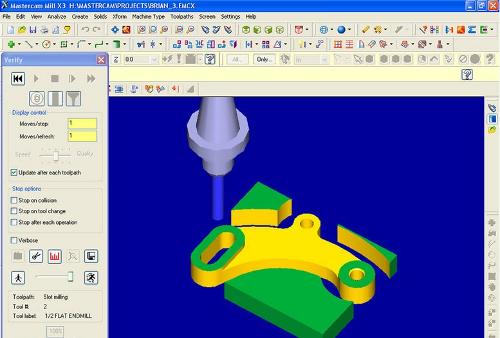
捷夫CNC开发的NC Rotate V2009工具软件介绍
最近,捷夫CNC中心成功开发了NC Rotate
V2009软件。运用该软件可以任意旋转工件90度、-90度以及180度,满足不同机床XY不同的需要。有时,我们为这台机床编制程序,可是下次需要转移到另一台机床上。由于不同机床安装的VISE方向可能不同,造成工件的X,Y不同,为此我们不得不每次都要手工修改程序,满足工件安装的需要。由于手工修改程序不仅费时费力,而且很容易出错,笔者为了避免做这种吃力不讨好的事,于是就开发了NC
Rotate这个软件。
NC Rotate V2009是一款很好的CNC工具软件,
满足了实际编程工作中经常转换程序的需要。该软件运用VB平台开发,界面友好、功能实用。从文件的调用到保存,满足了不同的文件格式要求,另外还有问题提示及使用帮助等辅助功能。特别是软件的界面设计非常好,采用图文并茂以及动画形式,给人耳目一新的感觉。
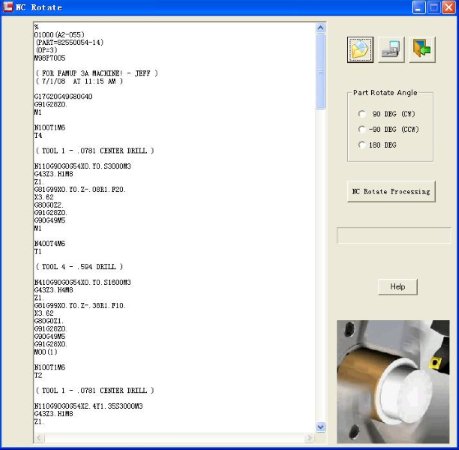
该软件的主界面图示如下:
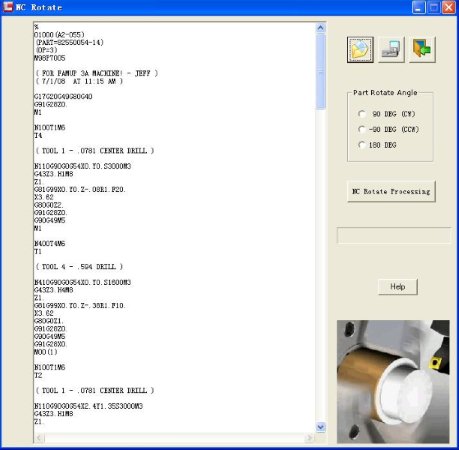
软件主界面十分简洁,但主要功能应有尽有。除了有漂亮的打开与保存文件按钮和退出按钮,还有旋转角度选项以及开始旋转处理与文件帮助按钮。旋转处理时还有进度栏显示进度,主界面同时一直有CNC车床加工的动画显示,界面十分漂亮友好!
软件退出时有关于本软件的窗口出现,显示版本信息,以及作者联系方式。
本窗口也一直有动画显示,还有快速移动字符,十分有趣。

软件的帮助窗口也不同一般,采用图文并茂的形式介绍软件的各种使用形式。
尤其是运用电影字幕的方式动态地显示软件信息,确实让人耳目一新!

总之,捷夫CNC中心将致力于CNC工具软件以及POST后处理器的开发与应用。本软件只是一次尝试而已,欢迎广大CNC专业人士进行测试,并恳请大家多提宝贵意见,以便我们不断地改进和完善。
|

|

|
